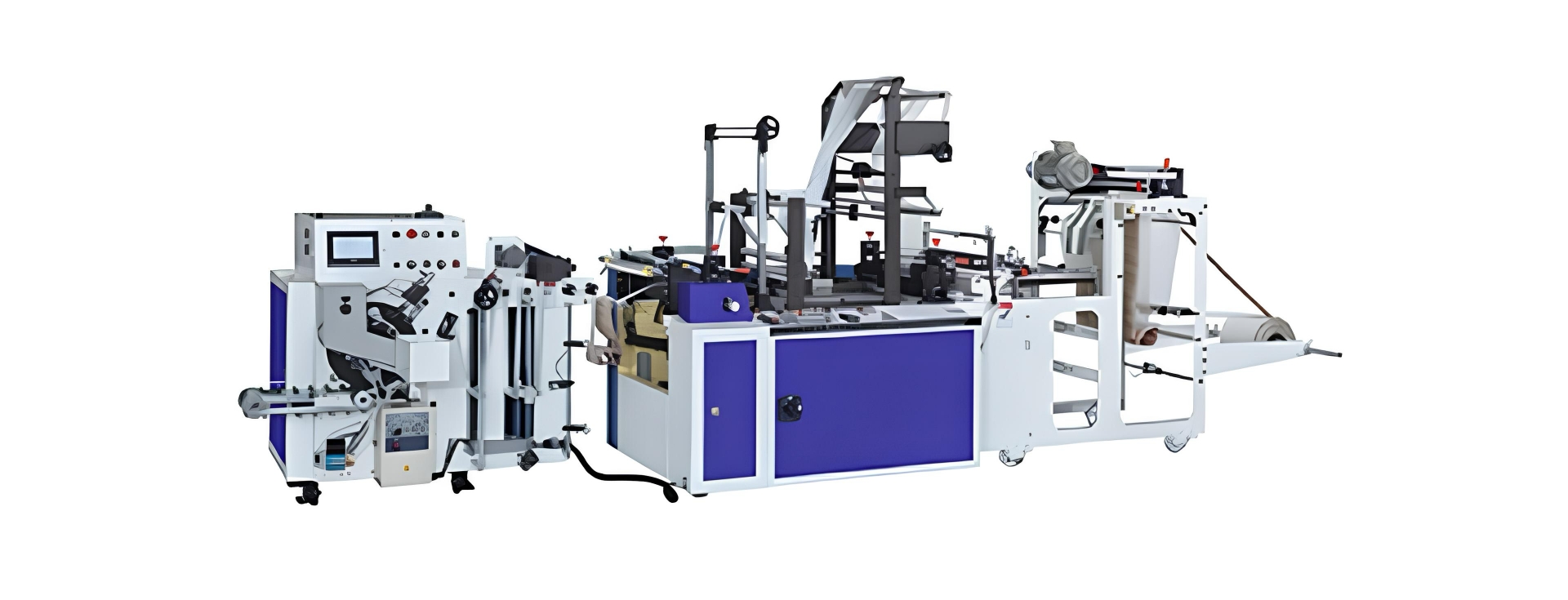
在競爭日益激烈的全球市場中,基本消耗品的製造商面臨著在最大化效率的同時最大限度地降低廢品率的持續壓力。您的垃圾袋製袋機性能,是決定盈利能力的單一關鍵因素。無論是優化現有運營還是建立新的生產線,深入了解核心技術參數和市場趨勢,特別是針對連卷垃圾袋製袋機,對於確保可靠的投資回報至關重要。
本文將從專業製造的角度,分析設備選擇的關鍵要素,並討論業界公認的技術挑戰及其解決方案。
在深入分析之前:如果您剛接觸機械市場或需要全面的基礎原理概述,我們建議您先閱讀這份基本指南:自動塑膠製袋機指南。

對於任何尋求擴大或優化生產的運營商而言,機器選擇必須回歸到產品要求。以下是在選擇或客製化製袋機時,需要考慮的三個基本技術參數:

為了將上述討論的技術參數與實際情況聯繫起來,對業界領先的連卷垃圾袋製袋機規格進行比較是必要的:
| 規格 (Specification) | 業界標準範圍 (Typical Industry Standard) | 百久最高規格 (Parkins Maximum Specification) |
| 最高產出速度 (Max Output Speed) | 120 – 180 次/分鐘 (cycles/min) | 高達 280 次/分鐘 (連卷星形封口機 Star Seal On Roll) |
|---|---|---|
| 最大製袋寬度 (Max Bag Width) | 800 毫米 – 1200 毫米 | 高達 1600 毫米 |
| 最小薄膜厚度 (Min Film Thickness) | 12 微米 | 低至 8 微米 |
您已檢視了關鍵技術參數。現在,請看看百久如何透過我們的先進伺服控制機型,將這些最高規格(例如極限速度和最大寬度)轉化為實質的生產資產。點擊下方連結,探索最符合您產能需求的解決方案。
| 雙線有芯/無芯點斷連卷製袋機 | 星形封口連卷製袋機 |
| 產出為單線機器的兩倍。 | 具備最高速度能力(高達 280 次/分鐘)。 |
| 整合有芯和無芯捲繞功能。 | 精確星形封口,提供卓越防漏保護。 |
| 適用於一般用途的垃圾袋生產。 | 用於零售就緒的連卷產品。 |
然而,設備選擇不僅限於這些基本指標。製造商若目標生產特定、高價值的產品(例如複雜的星形封口),還必須考慮這些不同袋形對機械所提出的專業技術要求。
星形封口袋 (Star Seal Bags):需要精確的四點折疊和切割同步。挑戰在於確保即使在高速運行下,中心點對齊也能保持完美。

除了複雜袋形的機械限制之外,現代製造業還面臨一個更大的前沿挑戰:應對向可持續材料的轉變。這種環境需求引入了技術難度的維度,尤其是在材料適應性方面。
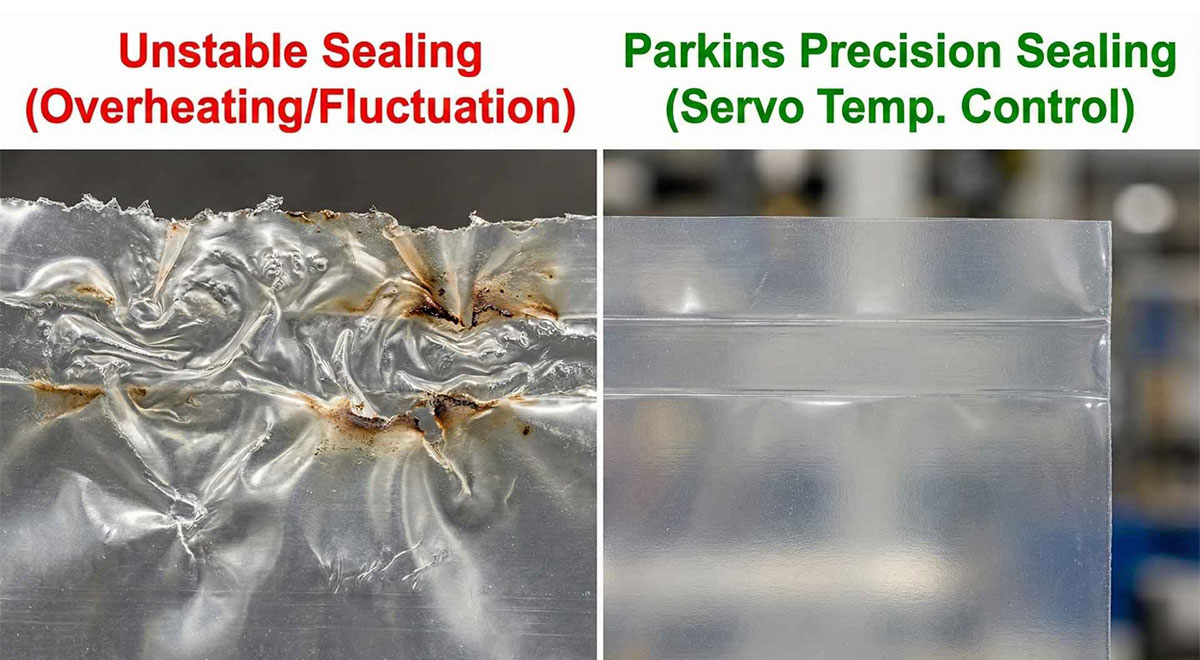
最大的技術適應性挑戰是什麼?— 極端的溫度敏感性
與傳統聚乙烯(PE)材料相比,每種生物降解材料對溫度控制的要求都極高。它們的熔點範圍狹窄,且對熱變化高度敏感:
專家見解:業界常說:「即使環境氣流引起 1 ~ 3°C的輕微溫度波動,也可能破壞封口的穩定性。」這不僅要求機器具備精確的溫控系統,在機器設計和操作過程中,還必須考慮當地氣候和環境(例如濕度和環境溫度)來確保封合穩定性。
連卷垃圾袋製袋機因其高效率和自動化,是主流的生產模式。然而,許多追求高速的製造商也面臨著高廢品率的困境。要解決這個問題,我們必須找出廢品增加的三個隱藏原因,尤其是在高速捲繞時:
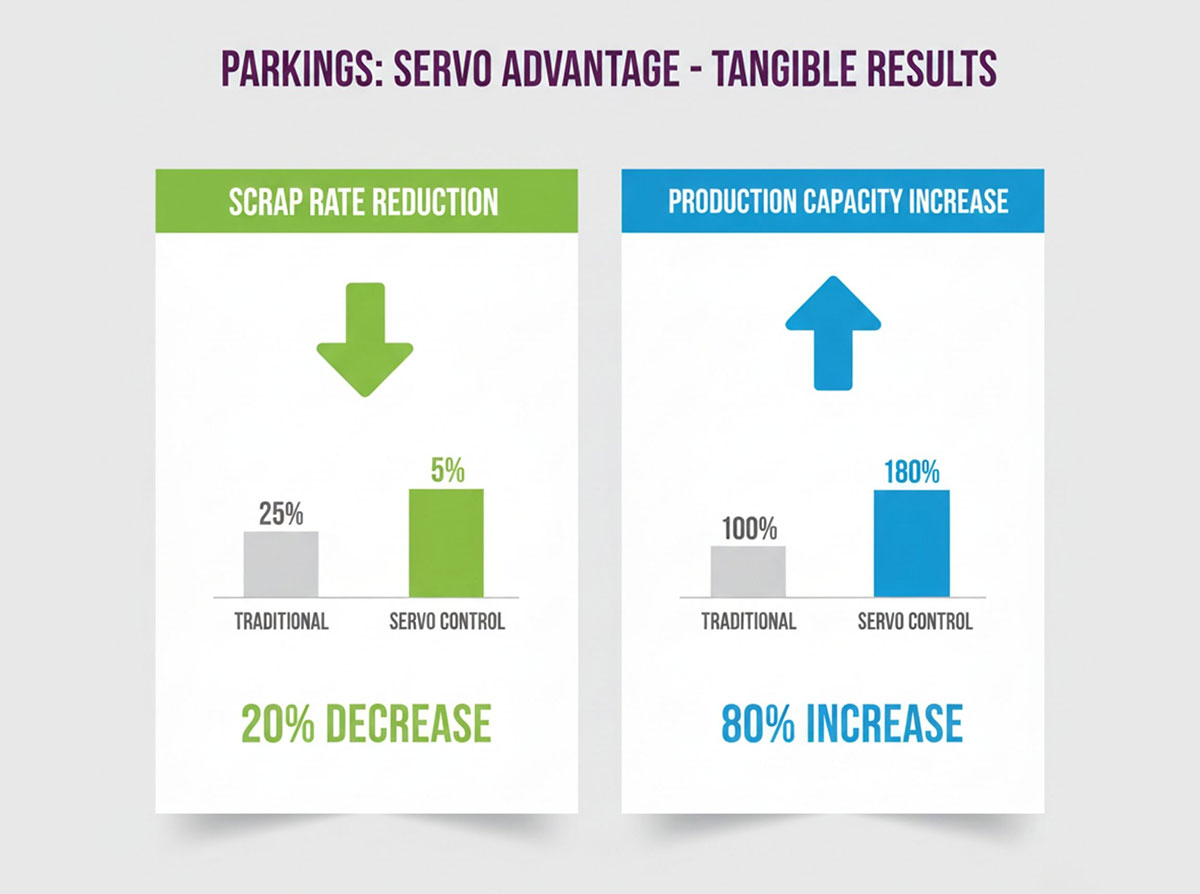
成功應對這些固有的廢品率挑戰—從點斷不一致到捲繞錯誤—需要超越傳統機器設計的技術創新。這正是像百久提供的行業領先解決方案,重新定義操作標準的地方。
客戶對封口完整性的持久關注是品牌聲譽的直接體現。解決這個問題需要對先進的機器設計靈活性和不懈的流程優化做出承諾。
選擇一台垃圾袋製袋機是一項長期的戰略決策。除了初始價格,潛在買家應專注於長期的運營可行性。
我們敦促您在報價過程中詢問這些關鍵細節:
百久在這些製袋機應用中的最大優勢在於我們的同步設計和與客戶建立的緊密反饋迴路。
選擇百久不僅僅是採購設備;它還確保了一個致力於與您共同成長的專業技術夥伴。透過我們的同步設計方法,我們不只銷售標準機械—我們與客戶合作,根據持續的反饋調整我們的技術,以最大程度地與他們特定的材料、應用和操作環境保持一致。百久提供了下一代製造卓越所必需的客製化解決方案。
準備好重新定義您的生產標準了嗎? 立即聯繫我們的技術顧問,討論您的材料挑戰,並為您的業務客製化最佳製袋解決方案。聯繫我們!